تراشcnc چیست و چگونه کار می کند ؟
تراش های cnc عملکردی مشابه با تراش های دستی و سنتی دارند با این تفاوت عمده که با استفاده از کنترل عددی ، بهره وری ، دقت و کیفیت را چند برابر افزایش میدهند.
کنترلر های عددی با فناوری ها و ماشین آلات مختلفی در تعامل هستند. یکی از این ماشین آلات ، ماشین های تراش cnc میباشد که به منظور تولید مجموعه گسترده ای از قطعات ، مورد استفاده قرار میگیرد.این نوع ماشین ها به واسطه یک رابط به کامپیوتر کنترل میگردند.
با توجه به پیشرفت های تکنولوژیکی ، ماشین های تراش cnc به سرعت جایگزین دستگاه های سنتی قدیمی تر شده اند.این نوع ماشین ها با مزایای فراوانی همراه هستند.آنها می توانند به راحتی تنظیم و مدیریت گردند. تکرار پذیری بالا همراه با دستیابی به دقت مناسب در این ماشین های سی ان سی ارائه میگردد. ماشین های تراش سی ان سی به طور معمول ، طراحی شده اند تا از نسخه-های مدرن ابزار استفاده و از فرایند های مختلف بهره ببرند. برنامه ریزی و اجرای آنها معمولا توسط نرم افزار های CAD و CAM انجام میگردد.برنامه نویس به وسیله نرم افزار قید شده برنامه را به صورت دستی طراحی و سپس آن را در کنترل cnc آپلود می نماید. وپس از انجام برخی دیگر از تنظیمات مانند گرفتن نقطه صفر ابزار و قطعه عملیات ماشین کاری به صورت خودکار انجام میگردد. ماشین تراش cnc با یک رابط به منو بر روی یک کامپیوتر کنترل میگردد. اپراتور که برنامه را مدیریت مینماید می تواند به صورت شبیه سازی (simulation) نحوه عملکرد دستگاه را در هر مرحله از تولید ببیند. به لطف این تکنولوژی ، اپراتور دیگر نیازی به دانستن جزئیات مربوط به دستگاهی که با آن کار میکند در مقایسه با شرایط مشابه در دستگاه های سنتی ، نخواهد داشت.
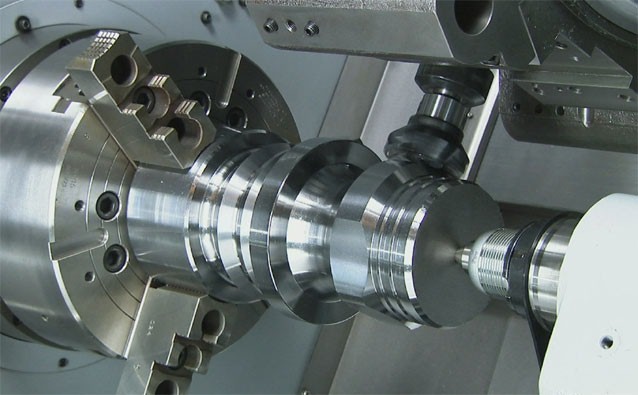
ماشین های تراش به روش های گوناگونی تولید میگردند. با این حال اکثر آنها مشابهت هایی با یک دیگر دارند. به عنوان مثال تارت ( ابزار گیر) قطعه ای است که ابزارهای مختلف را در موقعیتی خاص نگه میدارد و بر اساس درخواست برنامه تغییر و جابه جا مینماید.اسپیندل بخش دیگری از دستگاه است که قطعه کار را نگه میدارد و بر اساس نیاز به سرعت های مختلف به چرخش در می آورد. به طور کلی اساس و تعریف تراش زمانی است که قطعه در حرکت و یا دوران است و ابزار به صورت ثابت خواهد بود و تعریف فرز زمانی خواهد بود که قطعه ثابت و ابزار متحرک است .
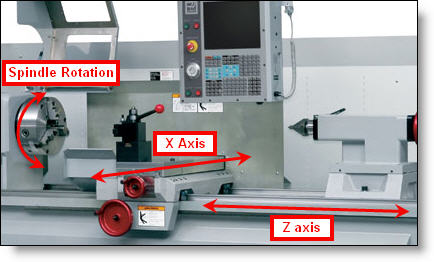
علاوه بر آن محور های حرکتی X,Y,Z تارت را در جهات مختلف به منظور تولید قطعه مورد نظر طبق فرمان صادره از کنترلر به حرکت در می آورند.
برای آن دسته از کارگاه هایی که درخواست زیادی برای تولید دارند و دقت و تکرار پذیری از ارکان آنها به حساب می آید دستگاه تراشcnc گزینه مناسبی است. استفاده از انبار ابزار(turret) مناسب و توانایی استفاده از برنامه های از پیش طراحی شده و دستیابی به مسیر های تولید و فرایند های آن موجب نظارت کمتر اپراتور شده و در نتیجه آن ، کار با چند دستگاه سی ان سی به صورت همزمان برای یک اپراتور میسر میگردد که در مقایسه با دستگاه های سنتی تغییری بزرگ در بحث تولید و بهره وری خواهد بود.
تراش های cnc به طور معمول دارای دو محور طولی شامل محور های Z ( بر اساس قرار گیری اپراتور به سمت چپ و راست در ماشین های تراش افقی) و X ( بر اساس قرار گیری اپراتور به سمت عقب و جلو در تراش های افقی) میباشند. به منظور تولید قطعات خاص تر و با کیفیت تر در زمان تولید کوتاهتر می توان از محور های M و Y و ماشین هایی با قابلیت ابزار زنده (live tools) و دارای اسپیندل کمکی بهره برد. استفاده از این نوع محور ها بر اساس نیاز به تولید قطعه مورد نظر ، توسط کارشناس تولید تحلیل میگردد .به طور مثال برای تولید قطعاتی که در آنها به غیر از عملیات های ساده تراشکاری نظیر رزوه زنی خارجی ، داخلی ، رو تراشی و یا داخل تراشی و امثالهم به عملیات فرز کاری هم زمان ، بدون نیاز به باز کردن قطعه میباشد ، می توان از دستگاه تراش cnc با قابلیت فرزکاریM نیز بهره برد. در این نوع ماشین ها سه المان اصلی اضافه خواهد شد . 1- نصب اینکودر بر روی محور اسپیندل به منظور موقعیت یابی اسپیندل در زاویه مورد نظر 2- تجهیز دستگاه به کنترل با قابلیت سه محور همزمان 3- تجهیز دستگاه به تارت با قابلیت ابزار زنده.
به صورت کلی در برخی از قطعات می توان از دستگاه های مشابه برای تولید استفاده نمود مانند فرز cnc اما توجه به تیراژ تولید ، دقت و تکرار پذیری ماشین نکته ای است که در انتخاب تراش سی ان سی مد نظر است.
برنامه CAM :
Computer aided machining or manufacturing
این برنامه با استفاده از بسته های نرم افزاری مختلف برای ایجاد مسیرحرکت ابزار و کد NC به منظور اجرای ماشین cnc میباشد.
دستگاه های تراش cnc به دو گروه بستر تخت (flat bed) و بستر مورب (slant bed) تقسیم میگردند.
در بستر مورب ،ریل ها نسبت به سطح زمین دارای زاویه ای میباشد که بر اساس تفکر و طراحی سازنده انتخاب میگردد این زاویه می تواند 35 ، 45 ، 65 بیشتر و یا کمتر باشد. قرار گیری تارت و حرکت محور Z در ماشین های بستر مورب فضای بیشتری را برای تجهیز تارت بزرگتر با انبار ابزار بیشتر ، فراهم مینماید. در ضمن در این نوع ماشین های تراش نحوه براده برداری بر اساس گرانش زمین به سبکی است که سفاله (تراشه) به راحتی تخلیه میگردد و حجم حداکثری تولید را میسر مینماید. در حالیکه در موارد بستر تخت مانند نمونه های سنتی تخلیه سفاله به خوبی ماشین های بستر مورب انجام نمیگردد.
یکی از نکات مهم طراحی همه ماشین آلات cnc ارگونومی میباشد بدین ترتیب که دسترسی راحت اپراتور به تمامی اجزای ماشین برای لود و آن-لود کردن قطعه میباشد که در ماشین های تراش بستر مورب این مزیت به چشم میخورد. در سری ماشین های بستر مورب سرعت چرخش اسپیندل به دلیل استفاده از سروو موتور بالاتر و نزدیک به دو برابر در مقایسه با بستر تخت میباشد. بیان این نکته ضروری است که تراش های بستر مورب بسیار user friend میباشند در حالیکه استفاده از تراش های ریل تخت نیاز به یک اپراتور ماهر و با تجربه دارد.
در تولید قطعات سنگین و با تیراژ تولید پایین تر ، بهتر است از دستگاه های با بستر تخت و در موارد سبکتر و با تیراژ بالاتر از سری ماشین های با بستر مورب استفاده نمود.
نتیجه گیری : برای تولید قطعات با تیراز بالا و دقت بالا و قطعاتی که همزمان احتیاج به محور های مختلف دارند از سری تراش های بستر مورب و برای تولید قطعات سنگین از سری ماشین های بستر تخت می توان استفاده نمود. در ضمن حدود قیمت خرید تراش های بستر مورب در مقایسه با نمونه بستر تخت آن تقریبا دو برابر میباشد.
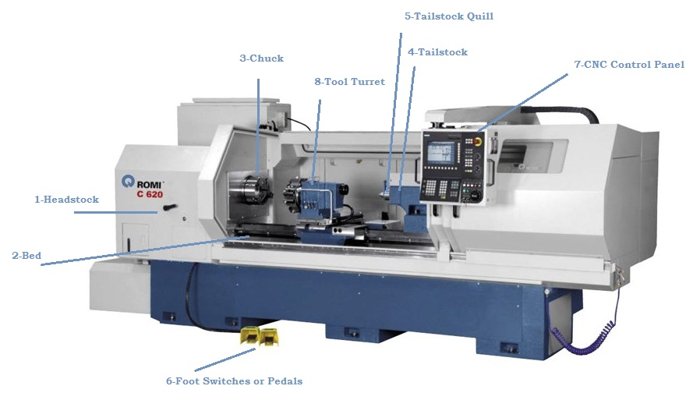
اجزای ماشین تراش :
1- گیربکس headstock
2- بستر bed
3- سه نظام chuck
4- مرغک tailstock
5- شفت مرغک tailstock quill
6- پدال ها pedals
7- کنترل پنل control panel
8- تارت turret
گیربکس دستگاه محلی است که اسپیندل و موتور اصلی در آن تعبیه شده است و به دو صورت گیربکس و یا تسمه ای می تواند انتقال نیرو نماید. در مواردی که نیاز به گشتاور بالا میباشد از سری گیربکسی و برای دور های بالا با گشتاور کمتر از موارد تسمه ای استفاده میگردد.
سه نظام نیز در همین مکان به اسپیندل متصل است و بر مبنای چرخش اسپیندل به حرکت در می آید.
بستر دستگاه محلی است که در آن تارت بر روی ریل حرکت می نماید و این نوع ریل ها سخت کاری (hardended) شده اند به نحوی که کارکرد و سایش قطعات بر روی آن تاثیر فرسایشی به سزایی نخواهند داشت.
مرغک به طور معمول به منظور گیرایی بیشتر در نگهداری قطعه کار به اسپیندل استفاده میگردد. در مواردی که طول قطعه بلند میباشد میبایست از مرغک بهره برد.
شفت مرغک (quill) برای گرفتن قطعه مورد نظر به کمک می آید. بدنه مرغک به سمت قطعه و یا برعکس حرکت کرده و برای گرفتن آن از شفت مرغک که معمولا به صورت هیدرولیک و یا مکانیک میباشد استفاده میگردد.
پدال تعبیه شده در تراش های سی ان سی به منظور کنترل هیدرولیکی سه نظام و شفت مرغک میباشند.
مغز و مرکز پردازش دستگاه کنترل پنل میباشد . از اینجاست که شما کنترل دستگاه را در دست میگیرید.
ابزار های تراشکاری ، فرز کاری ، دریل کاری و امثاالهم بر روی تارت نصب میگردد و بر اساس نیاز می توان آن ها را index نمود.
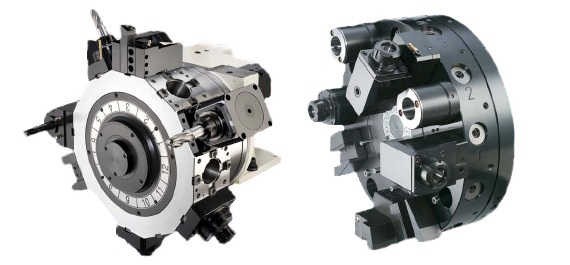
نیروی محرکه در تارت ها بر حسب نیاز دارای انواع مختلفی میباشند مانند برقی ، هیدرولیکی و یا استفاده از سروو موتور .
نوع تارت ها نیز می توان به دو نوع تقسیم بندی کرد : تارت از نوع VDI و از نوع BMT.
در سری VDI سرعت تعویض ابزار و set up کردن ابزار و هلدر سریعتر انجام میگردد ولی در سری BMT سرعت اینکار کمتر ولی قدرت بالاتر میباشد.
در ماشین های تراش می توان از بار فیدر استفاده نمود . در مواقعی که تولید نیاز به حجم حداکثری دارد و باز کردن و بستن سه نظام توسط اپراتور وقت گیر بوده و به روند توسعه تولید لطمه میزند میتوان از بار فیدر استفاده نمود. این عملکرد به نحوی است که قطعات یا شمش ها در داخل مخزنی که با طول متغییر میباشند ( سه متر به بالا) انباشت میگردد و رابطی (interface) با کنترلر برای دریافت دستورات مورد نظر هدایت میگردد. این بدان معناست که با دستور کنترل شفت مورد نظر بر مبنای فاصله و طول درخواستی به داخل گلویی نفوذ میگردد و سپس توسط سه نظام و یا کولت نگه داشته میشود. بعد از اتمام عملیات و بریدن قطعه این پروسه مجددا تکرار میگردد.
بار فیدر ها ظرفیتها و مدل های مختلفی دارند.

در تراش های cnc می توان از part catcher نیز استفاده کرد. این device وظیفه گرفتن قطعه تولید شده از محل اسپیندل را دارد. که با رابطی به کنترل برای اخذ قطعه در ارتباط میباشد.

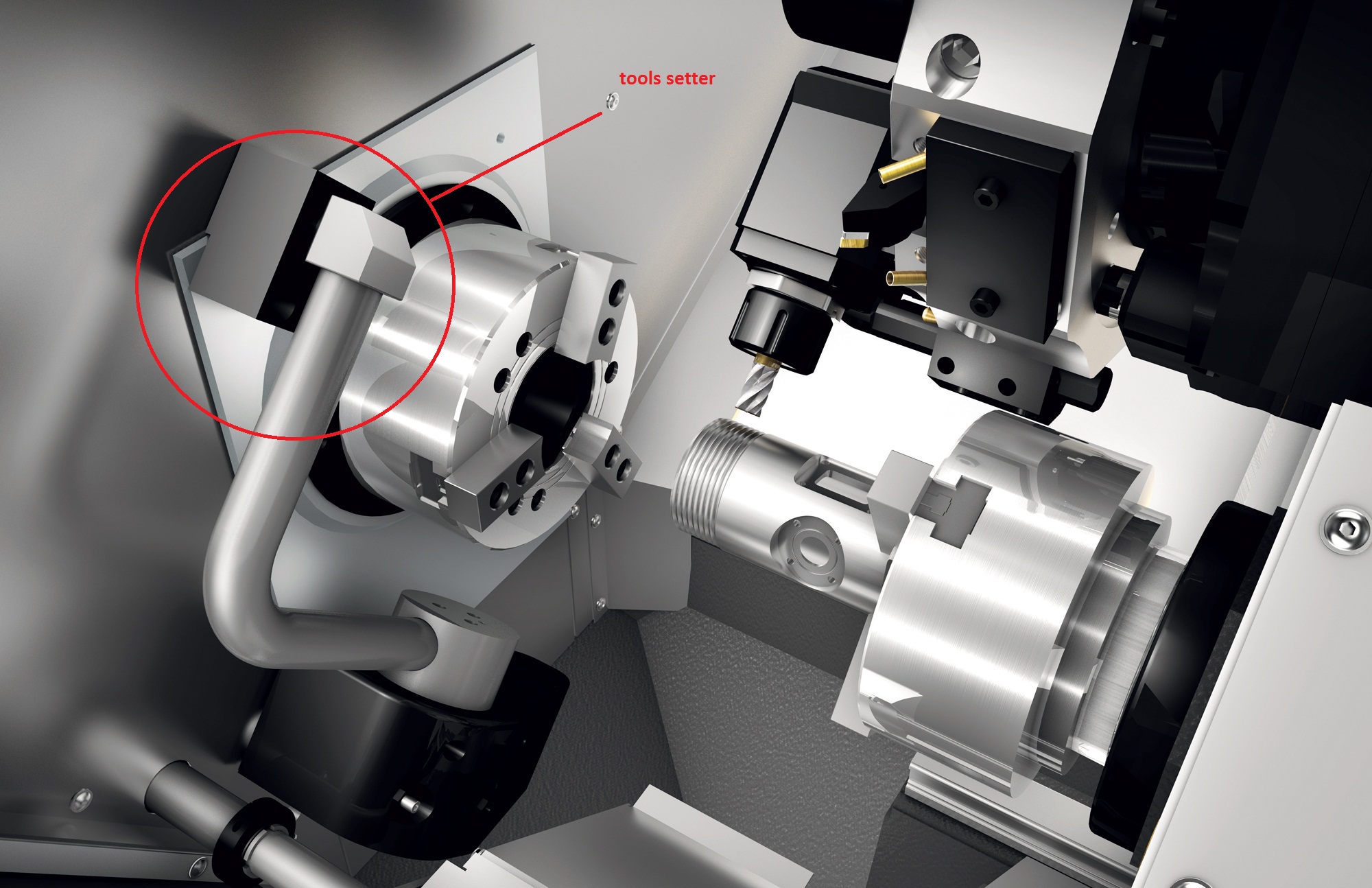
Tools presetter : این device به منظور off set ابزار ، اندازه گیری نقطه صفر ابزار و حفظ دقت در ابزار میباشد که بدین منظور بر اساس افت شاخص ابزار در ابتدا و انتهای کار میتوان از صحت و کیفیت ابزار مطلع شد.
Chuck jaw:
سه نظام ها در تراش های سی ان سی دارای دو نوع فک میباشند که بر اساس سختی و نرمی قطعه انتخاب و مورد استفاده میگردند.
Soft jaw
Hard jaw

این مقاله به منظور توسعه و آموزش بیشتر در خصوص ماشین های تراش میباشد که توسط واحد تحقیق و توسعه گروه خاوران صنعت پاسارگاد تهیه گردیده است.